[VIP第1年] 指数:3
[VIP第1年] 指数:3
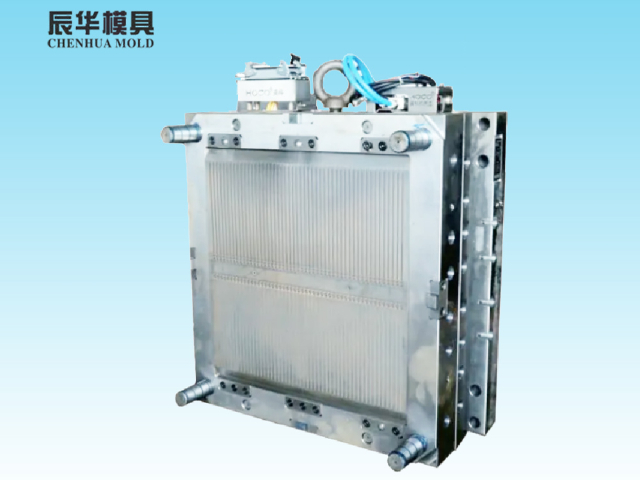
加热与注射:在生产过程中,首先需要对模具和热流道系统进行加热,使其达到设定的温度。然后,通过注塑机的料斗将塑料颗粒送入加热筒,在螺杆的推动下逐渐加热至熔融状态,并通过热流道系统流入模具型腔中。填充与保压:熔融塑料充满模具型腔后,注塑机施加一定的压力以保持塑料在模具内充分填满每个角落。在塑料冷却固化的过程中,保持一定的压力以防止塑料回缩。冷却与固化:模具进行冷却以使熔融塑料固化成型。由于流道中的塑料没有凝固,因此在下一次注射时流道仍然畅通无阻。脱模与后续处理:一旦产品冷却到足够的程度且固化成型后,模具便会打开并顶出机构将成型的产品从模具中顶出。随后可以对产品进行必要的后续处理如修剪、检验、包装等以满足客户需求。公司产品广泛应用于汽车、船舶等领域。上海汽车扎带模具价格实惠
模具寿命是指在保证制件品质的前提下,模具所能达到的生产次数(冲压次数、成型次数),即所能成形出的制件数。这包括反复刃磨和更换易损件,直至模具的主要部分更换所成形的合格制件总数。以下是对模具寿命的详细解析:一、模具寿命的分类模具使用寿命:模具已经生产的次数。模具正常寿命:模具正常失效前,生产出的合格产品的数目。模具修复前生产出的合格产品的数目,模具一次修复后到下一次修复前所生产出的合格产品的数目,叫修模寿命。模具寿命是寿命与各次修复寿命的总和。刃磨寿命:模具由于正常磨损不能冲出合格零件,必须重新刃磨。两次刃磨期间所冲压的零件总数为刃磨寿命。山东膨胀管模具生产企业辰华模具,用科技的力量推动汽车扎带行业进步!

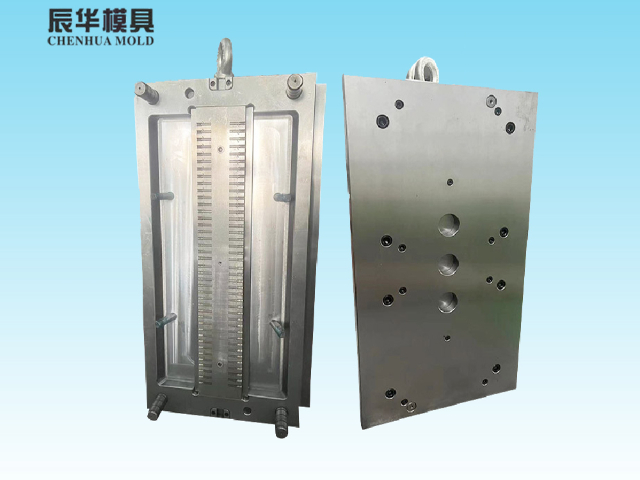
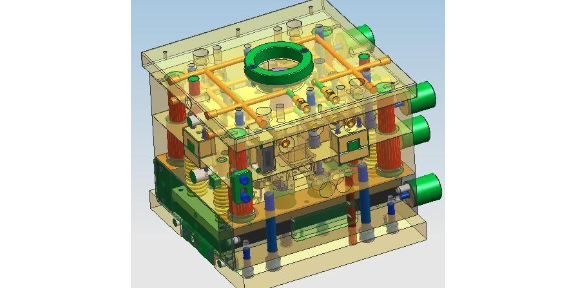
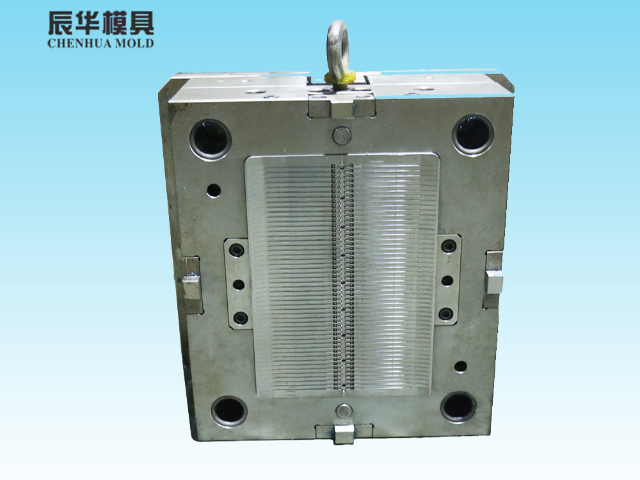
加工热流道元件:按照设计要求,使用精密加工机械对热流道元件进行加工,确保其尺寸精度和表面质量满足要求。装配模具:将加工好的热流道元件与模具其他部分进行装配,确保热流道系统的进料口、喷嘴头等与模具型腔正确对接。同时,检查热流道系统的加热元件、温度传感器等是否安装到位,并连接好电源线和控制线。调试与检验:在装配完成后,对模具进行调试和检验。通过加热和注射试验,检查热流道系统是否正常工作,塑料是否能够顺利填充模具型腔并固化成型。同时,还需要检查模具的脱模机构是否灵活可靠,以及模具的整体质量和性能是否满足设计要求。
选择合适的模具材料需要综合考虑模具的工作条件、工艺性能和经济性等多个因素。在选择过程中,应充分了解各种材料的性能和特点,并结合实际需求进行权衡和决策。同时,还需要关注材料的市场供应情况和成本效益,以确保所选材料能够满足生产需求并具备较长的使用寿命。提高模具的使用寿命是一个系统性的问题,需要从多个方面入手,综合考虑模具的设计、材料、制造、使用和维护等各个环节。优化模具设计:设计合理的模具结构,避免应力集中和过度磨损。确保模具的冷却系统有效,以控制模具在工作过程中的温度,减少热应力和热疲劳。设计易于脱模的结构,减少模具在脱模过程中的损伤。辰华模具的扎带模具是制造业的理想选择。
耐腐蚀性抗化学腐蚀:材料应能抵抗注塑过程中可能遇到的酸、碱等化学物质的侵蚀。抗氧化性:在高温环境下,材料应能保持良好的抗氧化性能,避免表面氧化和性能下降。加工性能可加工性:材料应易于加工和成型,以降低生产成本和提高生产效率。焊接性:对于需要焊接的模具部件,材料应具有良好的焊接性能。成本效益材料成本:不同材料的成本差异很大,应根据生产需求和预算进行权衡。使用寿命:选择耐用性好的材料可以降低模具的更换频率,从而节期成本。公司提供定制化的扎带模具解决方案。江苏膨胀管模具供应商家
辰华模具,技术精湛,服务贴心,汽车扎带生产好帮手!上海汽车扎带模具价格实惠
浇口控制在热流道与模腔的连接处设有浇口,浇口尺寸微小,它起到控制塑料熔体进入模腔流速与流量的关键作用。热流道系统能够精细调控浇口处的温度,防止塑料提前凝固,保证熔体在合适的注射速度下平稳注入模腔,从而让成型后的塑料制品密度均匀、外观平整,减少诸如流痕、熔接痕这类缺陷的产生。循环运作完成一次注塑过程,模具开启,制品脱模被取出。此时,热流道系统依然维持加热保温状态,等待下一轮注塑循环。新的塑料原料又会在注射机作用下被推送进热流道,重复熔体输送、充模成型的流程,得益于热流道的持续 “待命”,后续注塑无需像传统冷流道模具那样,要先清理冷料、重新加热流道,缩短了成型周期。上海汽车扎带模具价格实惠
文章来源地址: http://wjgj.wwwjgsb.chanpin818.com/mojuog/suliaomo/deta_27168899.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。